Neffens de weldingparameters fan lyts nei grut binne se: koartsluting oergong, droplet oergong, spray oergong
1. Koartsluting oergong
De smelte dripke oan 'e ein fan' e elektrode (of tried) is yn koartsluting kontakt mei it smelte swimbad. Troch de sterke oververhitting en magnetyske krimp brekt it en giet it direkt oer nei it smelte swimbad. Dit wurdt koarte-sluting oergong neamd.
Koarte-circuit oergong kin berikke stabile metalen droplet oergong en stabile welding proses ûnder lege-power arc (lege stroom, lege arc spanning). Dêrom is it geskikt foar lassen fan tinne platen of lassen mei lege waarmte ynput.
De berikke parameters binne: weldingstrom is minder dan 200A
Xinfa welding apparatuer hat de skaaimerken fan hege kwaliteit en lege priis. Foar details kinne jo besykje:Welding & Cutting Manufacturers - China Welding & Cutting Factory & Suppliers (xinfatools.com)
2. Droplet-oergong (granulêre oergong)
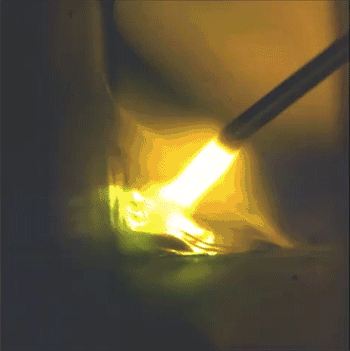
Wannear't de bôge lingte grutter is as in bepaalde wearde, kin de smelte dripke oan 'e ein fan' e elektrode (as draad) hâlden wurde om frij te groeien troch de aksje fan oerflakspanning. Wannear't de krêft dy't feroarsaket de smelte dripke te fallen (lykas swiertekrêft, elektromagnetyske krêft, ensfh) is grutter as de oerflak spanning, de smolten dripke sil ferlitte de elektrodes (of tried) en frij oergong nei it smelte swimbad sûnder koartsluting, lykas werjûn yn figuer 4.
De oergongsfoarm foar druppels kin ûnderferdield wurde yn grofdruppeloergong en fyndruppeloergong. Coarse droplet oergong is de foarm wêryn't de smolten druppel frij oergongen nei it smelte swimbad yn 'e foarm fan grouwe dieltsjes. Sûnt grof droplet oergong hat grutte spatten en instabile bôge, it is net winsklik foar welding wurk.
Tidens it lasproses is de grutte fan 'e smolten dripke relatearre oan' e weldingstrom, de gearstalling fan 'e lasdraad en de gearstalling fan' e coating.
De betingsten foar realisaasje binne: lasstrom 200-300A (100% CO2), argon-ryk mingd gas 200-280A.

3 Spraytransysje (ek wol jettransysje neamd)
De foarm wêryn't de smolten druppels yn 'e foarm fan fyn dieltsjes binne en fluch troch de bôgeromte nei it smelte swimbad yn in spray tastân passe, wurdt spraytransysje neamd. De grutte fan 'e smelte druppel nimt ôf mei de tanimming fan' e weldingstrom.
Wannear't de arc lingte is konstant, doe't de welding hjoeddeistige tanimt nei in bepaalde wearde, de spray oergong steat ferskynt. Hjir moat beklamme wurde dat neist in bepaalde stroomdichtheid in bepaalde bôgelengte (bôgespanning) nedich wêze moat om in spuitoergong te meitsjen. As de arc spanning is te leech (de arc lingte is te koart), gjin saak hoe grut de hjoeddeiske wearde is, it is ûnmooglik te produsearje in spray oergong.
De skaaimerken fan spray oergong binne fyn smelte drippen, hege oergong frekwinsje, smolten drippen dy't nei it smelte swimbad mei in hege snelheid lâns de axial rjochting fan 'e welding tried, en hawwe de foardielen fan stabile bôge, lytse spatter, grutte penetraasje, moaie weld formaasje, en hege produksje effisjinsje.
Post tiid: Aug-21-2024


